
13年專注于醫療模式開發
和注塑生產一體化服務
-
手機:
-
電話:
0755-2904 1235
-
郵箱:
sales@kaierwo.com
-
地址:
深圳市光明區公明街道馬山頭第六工業區3號整棟
手機:
電話:
郵箱:
地址:

2023-07-21
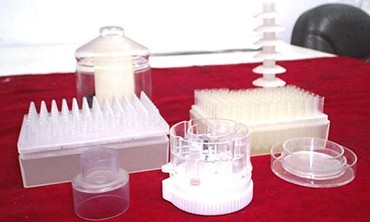
隨之醫療器械領域的持續更新升級,國內開始扶持這個領域的成長,在這當中的注塑模具表現著不可小覷的作用。而行業對醫療器械注塑用模具的加工精度和運用的穩定度規定很高,這一些都變成它一定要攻破的技術性關鍵點。我們都明白,唯有其模具的所有體系達到最佳搭配,才可以確保后續醫療模具注塑的正常運用和精確度。接下來我們就一起來看下其加工設定中的要點。
1.如分流道設定的過大,易存積太多氣體,增多冷料,增加生產周期,減低加工效率。針對不一樣的塑質質材,分流道會大不一樣,但會有一個總體原則:一定要確保分流道的表面積和它體積之比值。
2.主流道要設計的短一些,這樣就能有效縮減冷料的回收,縮減壓力和熱能損耗。主流道盡可能的規避拼塊結構,以免塑料進到接縫,引發脫模難題。為規避主流道和高熱塑料、射嘴的重復觸碰、對撞,以防引發損毀。對于澆口套,一般會選取高品質鋼材加工,并做好熱處置。
3.注塑模的排氣欠佳,可能會給后續醫療模具注塑的成效等諸多方面帶去一連串的傷害。具體表現有以下幾點:
①在注塑環節中,熔體會代替型腔內的氣態物質,倘若其排掉不及時,可能會引發熔體填充難題,引發注射量不夠而沒辦法填滿型腔。
②排除不順暢的氣體會在型腔內產生高壓,并在一定的縮減水平下滲入塑料內部結構,引發氣孔、組織松散、空洞、銀紋等品質缺陷。
③考慮到氣體被高度縮減,導致型腔內熱度大幅度上升,繼而引發周邊熔體分解、灼熱、使塑件發生部分碳化和燒焦狀況。它基本發生在兩股熔體的合流的位置,死角及澆口突緣處。
④考慮到型腔氣體的妨礙,會減低充模的速率,進而讓成型周期時間變長,減低醫療模具注塑的操作效率。
